

设计依据
1.1主要产品规格
本设备适用于不锈钢、镀铝锌板、镀锌板的点焊,不锈钢板的料厚满足2+2mm,镀铝锌板的料厚满足1.5+1.5mm,镀锌板2+2mm。
1.2现场环境要求
本专机允许在下列条件下使用:
|
项目 |
条件 |
|
供电电源 |
380V±10%,50HZ±1% |
|
酸碱度 |
无酸碱等腐蚀性气体或其它有害气体及易燃易爆气体 的环境 |
|
工作环境温度 |
-10℃~+45℃ |
|
平均相对湿度 |
<90% |
|
压缩空气 |
0.4~0.6Mpa |
|
地基稳定性 |
良好 |
2.设备构成概述
2.1设备示意图(以实际设计并经双方会审通过为准)
根根据产品外形和工艺特点,我们公司设计的LJKJ-A75K电阻点凸焊机实现工件的焊接。该设备主要由精密焊接电源装置,加压焊接气缸,电控系统等部分构成。采用1台电源,单个焊头放电焊接,设备示意图如下所示:

电子脉冲式点焊机的特点:
电子脉冲式点焊机是利用工频电源压器使电压降低、电流增大。这种低电压强电流再经电极送至被焊工件的接合部位,在接合处由于电阻使之产生电阻热,金属受此
热量而呈熔融状态达至工件焊接。本公司出产的脉冲式焊机标准型机率35~150KVA可供选择,
有如下优点:
出力强大
焊接出力比同行同质量机高15%,可焊接厚达低碳钢及不锈钢等金属板。
二次放电
两段位放电,对特殊材料可伯预热、整形或回火处理,解决了多点凸焊中因电流
分流而造成的虚焊、脱焊等缺陷。尤其对高碳钢,特殊夹层金属板也能焊接自如。
使用安全
24VDC低控制,严格按照欧共体CE安全标准设计,降低了事故率。
数字式控制
触摸式开关调节,可存贮9组焊接参数
行业举例:
铁线制品、五金灯饰、餐厨用具、汽车、小家电、小五金等。
电子脉冲式电子脉冲点(凸)焊机规格表:
|
标准规格 |
电源容量 |
输入电源 |
暂载率 |
熔接 电流 |
熔接 能力 |
电极E |
焊机外型尺寸 |
|||||||
|
型号 MODEL |
KVA |
V |
¢ |
Hz |
% |
最大MAX |
mm |
距GA |
深 DEPT H |
行 程mm |
压力6kg/c ㎡ |
长L |
宽W |
高H |
|
LJKJ- A75K |
75 |
38 0 |
2 相 |
50/ 60 |
25 |
22000 |
3+3 |
18 0 |
400 |
100 |
500kg |
105 0 |
650 |
150 0 |
适用范围:
广泛应用于铜、铝、镍、不锈刚等有色金属和电子器件、精密仪表、低压电器及轻工、家电等行业。
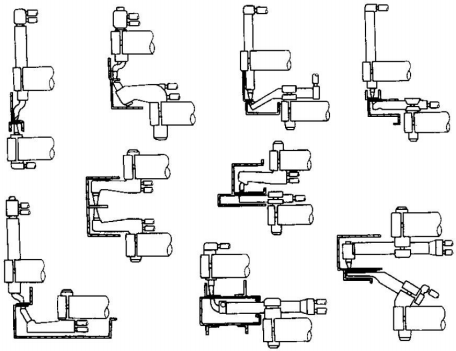
图2.2.2(各种电极握杆的应用)
2.2设备的基本结构:
|
机台 |
采用立式C型结构,用优质钢板和型材焊接而成,焊接后退火时效处理,保证机台具备足够的强度、刚性及稳定性。 |
|
加压部件 |
采用气动垂直加压装置,确保焊接压力并对焊接工件平整效正,并设有气动三联件,可有效地过滤空气中的水份并对气缸进行润滑,且装有气压保护装置,当气源压力不足时会报警并停止工作;气缸导向轴采用优质合金钢经高频处理后镀铬加工而成,且导向轴上下运行时使用自润滑轴承进行导向,确保气缸上下运行时无爬行现象,气缸的使用速度在100-200mm/s,从而保证焊接压力及焊接质量的可靠性及焊接速度。 |
|
电极组件 |
焊机电极采用铬锆铜加工制作成形,具有足够高的电导率,热导率和高温硬度﹔电极的结构有足够的强度和刚度,电极内部设有冷却水通道。电极的设计按产品定制(图2.2.2) |
|
水冷循环系统 |
工业冷水机(风冷型工业冷水机)作为冷却水源,采用并联分组冷却方式,分别冷却阻焊变压器、可控硅及电极头,将焊接工作过程中产生的热量及时带走,以稳定焊点质量、延长电极和相关元件的使用寿命。进水口处设有流量计和球阀,方便观测和更换点焊电极。 |














